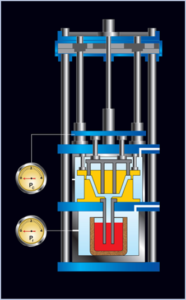
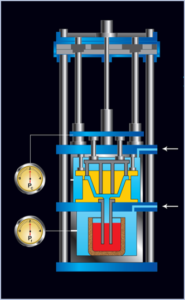
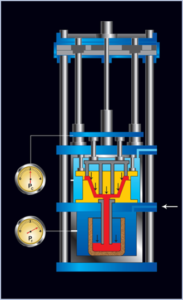
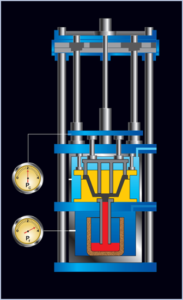
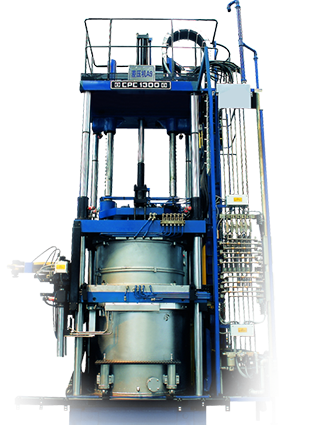
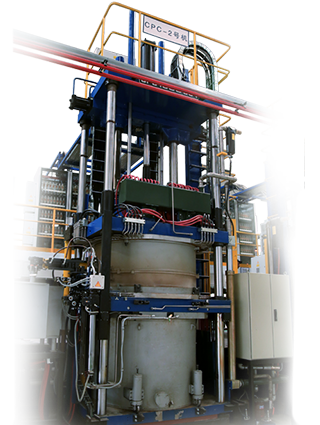
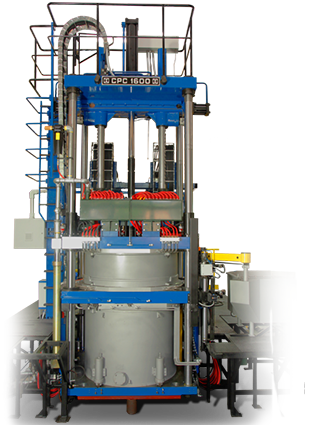
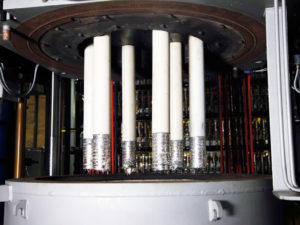
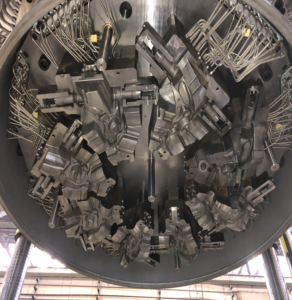
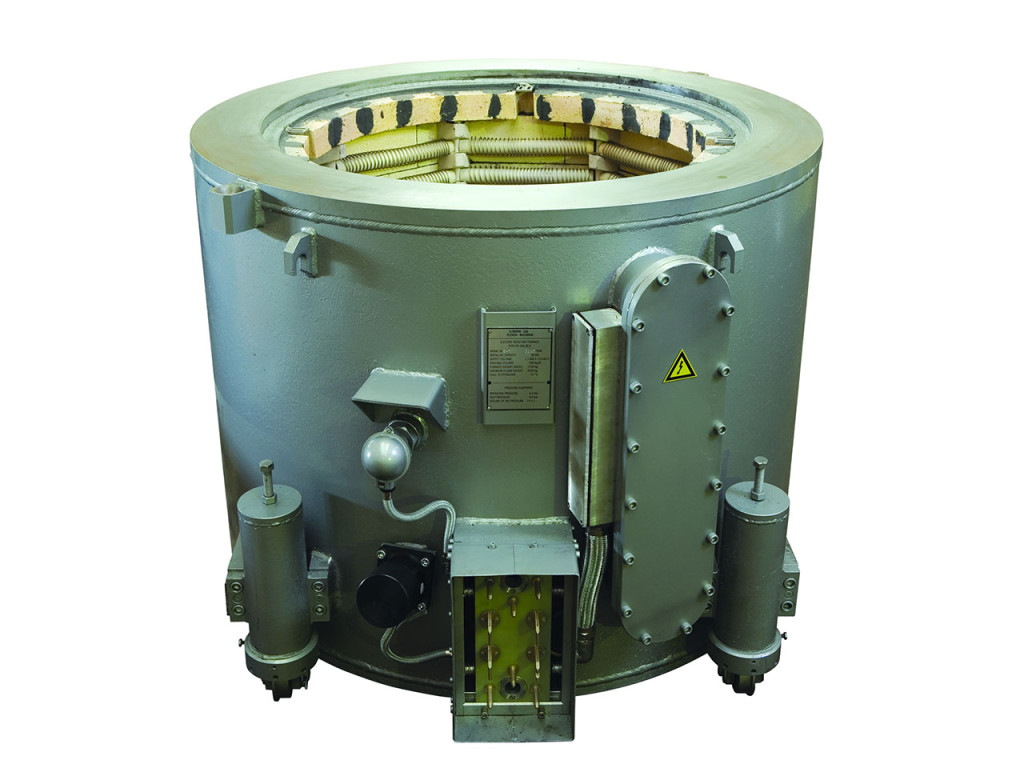
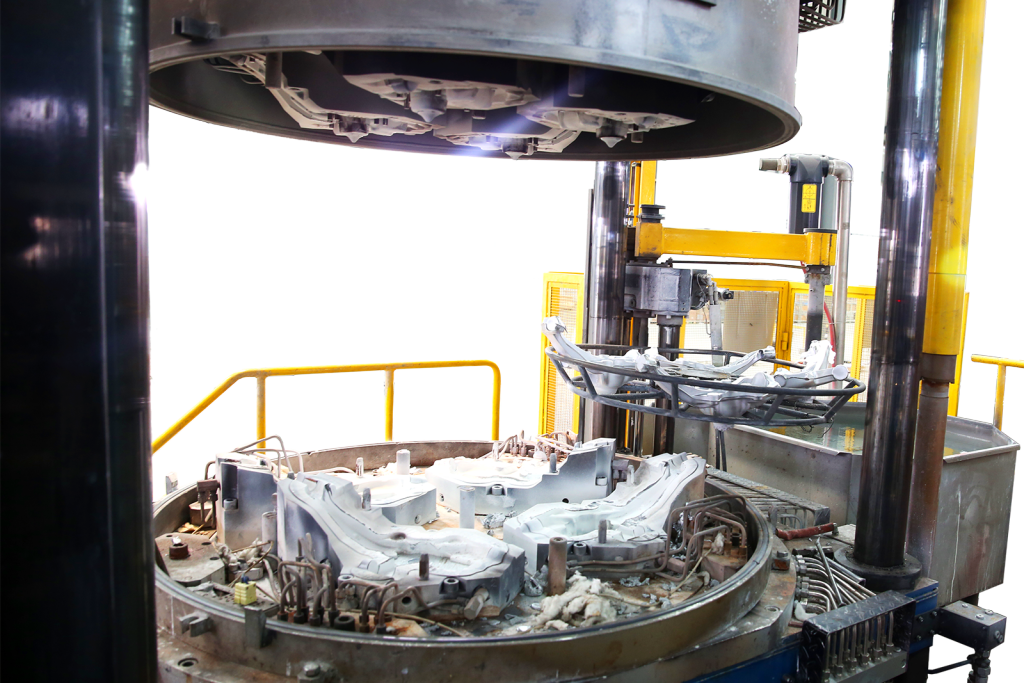
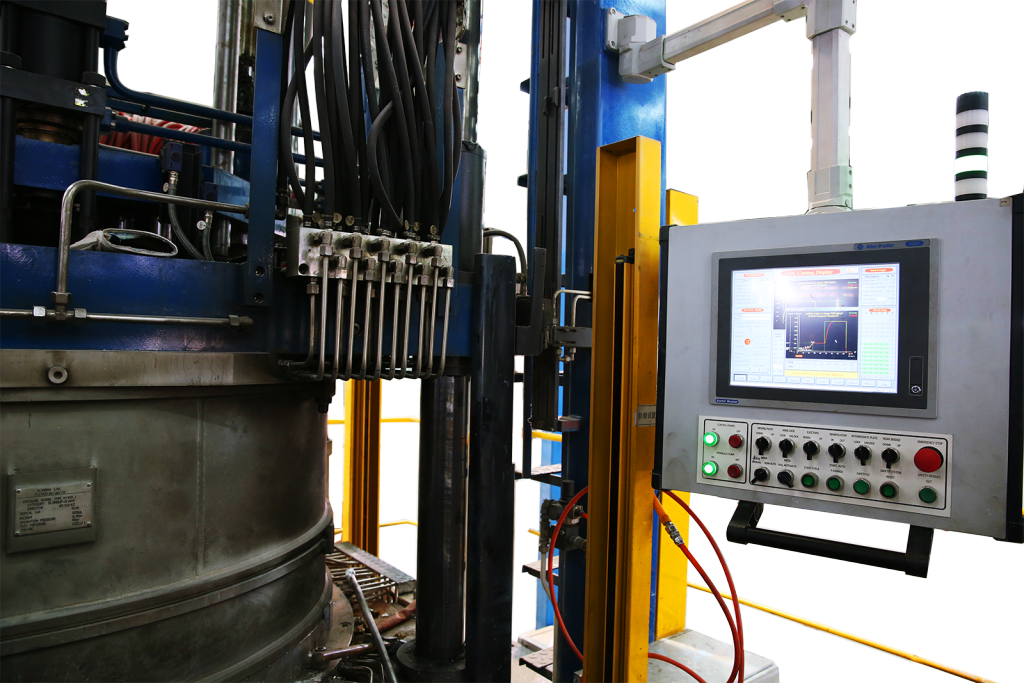
An electric crucible type holding furnace, complete with furnace cover lid, is located between the bottom and intermediate platens of the machine. Its proven and reliable design and electrical resistant heating elements provide the highest quality alloy over refractory reverb type furnaces.
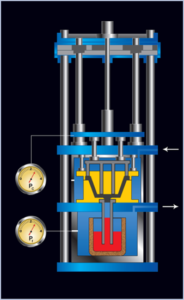
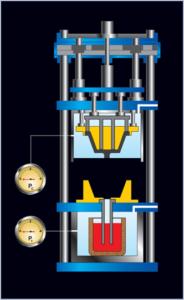
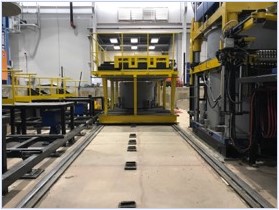
A quick disconnect power connector is installed on the furnace and basic platen. This allows our specially designed shuttle system to change the furnaces, increasing production efficiency. In full open position, the furnace can be moved out of the machine on a shuttle cart for easy exchange, or, in a fixed position, for cleaning and filling.
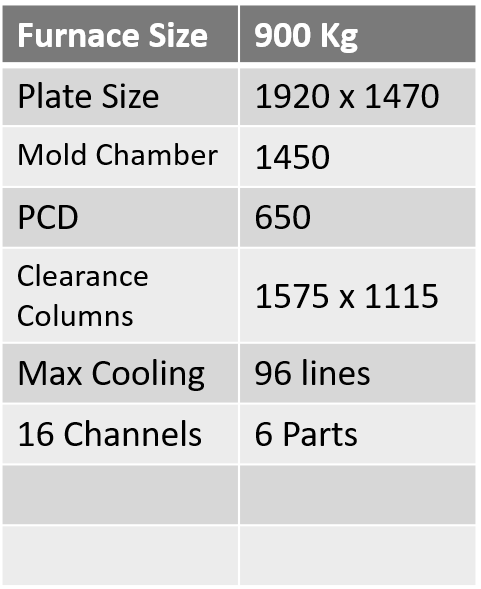
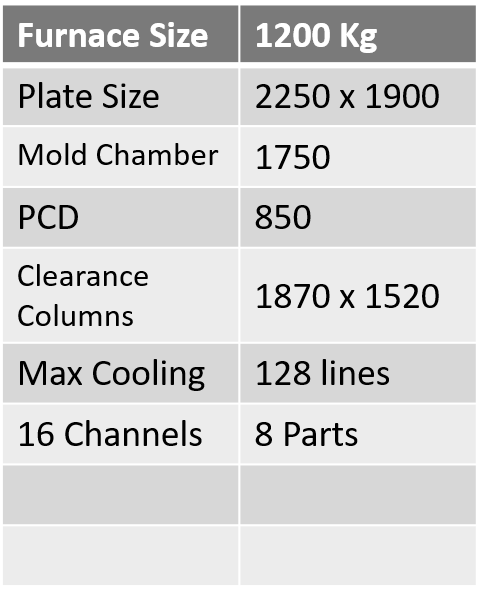
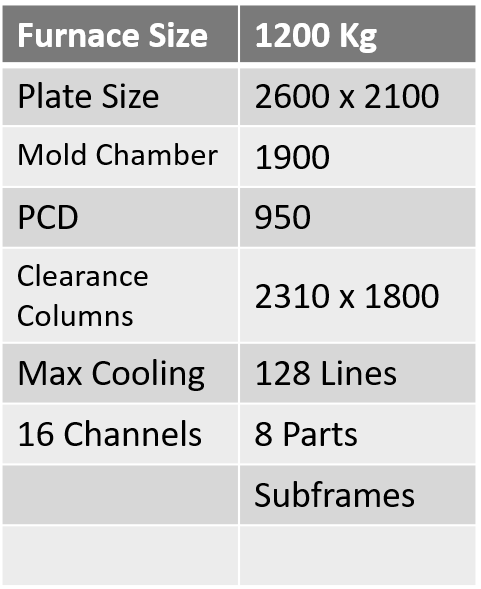
※The capacity of the furnace will be optimised and proposed by based on the machine capacity